
Q1. ¿Cuáles son las ventajas y desventajas de las conexiones de soldadura?
Ventajas de la conexión soldada: estructura simple, sin debilitamiento de la sección del componente, fácil procesamiento, muchos tipos de métodos de soldadura, operación automática, ahorro de acero, alta eficiencia, alta rigidez, buena integridad y buen rendimiento de sellado.
Desventajas de la conexión soldada: la estructura metalográfica del acero en la zona afectada por el calor cambia y el material local se vuelve quebradizo; hay tensión residual de soldadura y deformación residual después de la soldadura, lo que reduce la capacidad de carga del miembro de compresión; la estructura soldada es muy sensible a las grietas, y una vez que se producen grietas locales, es fácil expandirse en su totalidad, y la fragilidad en frío a baja temperatura es más prominente.
Q2. ¿Definición y factores que influyen en la soldabilidad del acero?
La soldabilidad del acero se refiere al grado en que el material se puede soldar fácilmente y cumplir con las propiedades estructurales en condiciones adecuadas de diseño y operación. La soldabilidad a menudo se ve afectada por factores como la composición química del acero, el método de laminación y el espesor de la placa.
Para evaluar la influencia de la composición química en la soldabilidad, generalmente se expresa en carbono equivalente (Ceq). Cuanto más grande es, peor es la soldabilidad.
El valor de carbono equivalente Ceq (porcentaje) se puede calcular mediante la siguiente fórmula:
![]()
Q3. ¿Cuáles son las causas de la tensión de soldadura y la deformación de soldadura y cómo reducirlas?
El proceso de soldadura de la estructura de acero es un proceso de calentamiento y enfriamiento desigual. Durante la soldadura, la temperatura de la soldadura y sus alrededores es muy alta, mientras que la mayor parte del metal en la distancia no se calienta, y la expansión y contracción del metal principal son desiguales.
Después del enfriamiento, se producen diferentes grados de contracción y tensión interna (longitudinal y lateral) en la soldadura, lo que da como resultado diversas deformaciones de la estructura soldada.
En términos generales, la tensión de soldadura y la deformación de soldadura se pueden reducir a partir de dos aspectos del diseño y la tecnología de procesamiento.
Medidas de diseño: Disponer razonablemente la posición de las soldaduras; seleccionar razonablemente el tamaño de las soldaduras; el número de soldaduras debe ser pequeño, y el número de soldaduras no debe estar demasiado concentrado y, al mismo tiempo, deben evitarse las soldaduras escalonadas tridimensionales; la tensión de contracción en la dirección del espesor del metal base debe evitarse tanto como sea posible.
Medidas del proceso: organice la secuencia de soldadura razonablemente; adoptar deformación inversa; precalentar antes de soldar y templar después de soldar.


Medidas del proceso: organice la secuencia de soldadura razonablemente; adoptar deformación inversa; precalentar antes de soldar y templar después de soldar.

Q4. ¿Métodos comunes de soldadura para estructuras de acero?
Los métodos de soldadura comúnmente utilizados para estructuras de acero incluyen la soldadura por arco manual, la soldadura por arco sumergido automática (o semiautomática) y la soldadura con protección de gas.
Soldadura por arco manual: después de encender la alimentación, se genera un arco para derretir el alambre de soldadura en el electrodo y gotear en el pequeño charco de fusión formado por el arco en la soldadura.

La escoria y el gas formados por el revestimiento del electrodo cubren el baño de fusión, evitando que el aire entre en contacto con el metal líquido fundido y evitando la formación de compuestos frágiles y quebradizos.
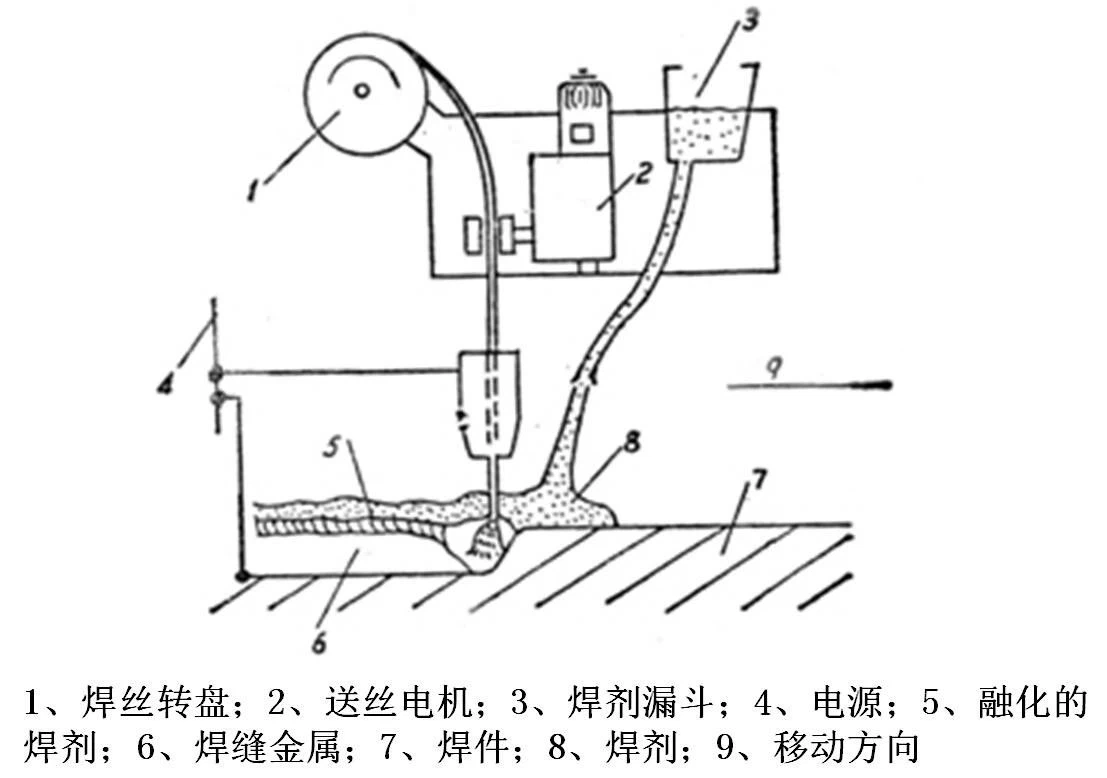
Soldadura por arco sumergido: un método de soldadura por arco en el que el arco se quema debajo de la capa de fundente.
El alambre de soldadura no está recubierto con revestimiento, pero el extremo de soldadura está cubierto por el flujo granular que fluye hacia abajo automáticamente desde el cabezal de fuga de flujo, el arco está completamente enterrado en el flujo, el calor del arco se concentra y la profundidad de penetración es largo. Alta productividad con buena calidad de soldadura y pequeña deformación de soldaduras.
Soldadura con protección de gas: Un método de soldadura por arco que utiliza gas de dióxido de carbono u otro gas inerte como medio protector. Confiar en el gas de protección para formar una capa protectora local alrededor del arco para evitar la intrusión de gases nocivos y garantizar la estabilidad del proceso de soldadura.
La resistencia de la soldadura es mayor que la de la soldadura por arco manual, y la plasticidad y la resistencia a la corrosión son buenas. Es adecuado para soldar en todas las posiciones, y existen métodos hacia adelante y hacia atrás.

P5. La posición de soldadura común, la forma de unión, la forma de ranura, el tipo de soldadura y el código de forma de nodo de estructura de tubo son los siguientes:



P6. ¿Defectos comunes de soldadura y sus causas y métodos de tratamiento?
Los defectos de soldadura se dividen en seis categorías: grietas, cavidades, inclusiones sólidas, fusión incompleta, penetración incompleta y defectos de forma.

Grietas: Generalmente hay grietas calientes y grietas frías. Las razones principales para la aparición de grietas en caliente son la mala resistencia al agrietamiento del metal base, la mala calidad de los materiales de soldadura, la selección incorrecta de los parámetros del proceso de soldadura y la tensión interna de soldadura excesiva;
Las principales razones para la aparición de grietas en frío son el diseño irrazonable de la estructura de soldadura, el diseño inadecuado de la costura de soldadura y las medidas irrazonables del proceso de soldadura, como no precalentar antes de soldar y enfriar rápidamente después de soldar.
El método de tratamiento consiste en taladrar orificios antifisuras en ambos extremos de la fisura o eliminar el metal de soldadura en la fisura para reparar la soldadura.
Cavidades: generalmente se dividen en dos tipos: agujeros de aire y agujeros de contracción del cráter. Las razones principales para la generación de porosidad son daños graves en el revestimiento del electrodo, el electrodo y el fundente no están horneados, el metal base tiene manchas de aceite u óxido y óxidos, la corriente de soldadura es demasiado pequeña, la longitud del arco es demasiado larga , la velocidad de soldadura es demasiado rápida, etc. El método de tratamiento es a pala. Retire el metal de soldadura en la porosidad y luego repare la soldadura.

Cavidades: generalmente se dividen en dos tipos: agujeros de aire y agujeros de contracción del cráter. Las razones principales para la generación de porosidad son daños graves en el revestimiento del electrodo, el electrodo y el fundente no están horneados, el metal base tiene manchas de aceite u óxido y óxidos, la corriente de soldadura es demasiado pequeña, la longitud del arco es demasiado larga , la velocidad de soldadura es demasiado rápida, etc. El método de tratamiento es a pala. Retire el metal de soldadura en la porosidad y luego repare la soldadura.
Las razones principales de la contracción del cráter del arco son que la corriente de soldadura es demasiado grande, la velocidad de soldadura es demasiado rápida, el arco se extingue demasiado rápido y el metal de aporte no se agrega repetidamente al lugar de extinción del arco. El método de tratamiento es soldadura de reparación en el cráter del arco.

Inclusiones sólidas: hay dos defectos de inclusión de escoria e inclusión de tungsteno. Las razones principales para la inclusión de escoria son la mala calidad de los materiales de soldadura, la corriente de soldadura demasiado pequeña, la velocidad de soldadura demasiado rápida, la densidad de escoria demasiado alta, lo que impide que la escoria flote y la escoria no se limpia durante la soldadura multicapa. El método de tratamiento es eliminarlo. Luego se repara el metal de soldadura en las inclusiones de escoria.
La razón principal por la que se produce la inclusión de tungsteno es que el electrodo de tungsteno está en contacto con el metal fundido durante la soldadura por arco de argón. El método de tratamiento consiste en extraer el metal defectuoso en la inclusión de tungsteno y volver a soldarlo.


Falta de fusión y penetración: las razones principales son que la corriente de soldadura es demasiado pequeña, la velocidad de soldadura es demasiado rápida, la brecha del ángulo de la ranura es demasiado pequeña y la tecnología de operación no es buena.
El método de tratamiento de la falta de fusión es eliminar el metal de soldadura en la falta de fusión y luego repararlo mediante soldadura.
El método de tratamiento para la penetración incompleta es que no se penetre el lado único de la estructura con buena apertura, y la soldadura se puede reparar directamente en la parte posterior de la soldadura.
Para soldaduras importantes que no se pueden reparar directamente mediante soldadura, el metal de soldadura incompleto se debe quitar y volver a soldar.

Defectos de forma: incluyendo socavado, cordón de soldadura, asentamiento, contracción de la raíz, desalineación, desviación del ángulo, soldadura muy alta, irregularidad de la superficie, etc.

P7. ¿Medidas comunes para evitar el desgarro laminar de las hojas?
En juntas en forma de T, en forma de cruz y de filete, cuando el grosor de la placa de brida no es inferior a 20 mm, para evitar o reducir la gran tensión de contracción de soldadura en la dirección del grosor de la placa de metal base, la siguiente estructura de unión el diseño debe ser adoptado:
Bajo la condición de que se cumplan los requisitos de profundidad de penetración y la compacidad de la soldadura, se adoptará un ángulo de ranura de soldadura y un espacio (a) más pequeños;
En las juntas de filete, se utiliza una ranura simétrica o una ranura (b) sesgada hacia la placa lateral;
Use soldadura simétrica biselada de dos lados en lugar de soldadura asimétrica de un solo lado (c);
En una unión en forma de T o de filete, el extremo de la placa sometido a la tensión de tracción de soldadura en la dirección del espesor de la placa sobresale del área de soldadura de la unión (d);
En las juntas en forma de T y en forma de cruz, se utilizan secciones de transición de acero fundido o de acero forjado para reemplazar las juntas en forma de T y en forma de cruz (e, f) con juntas a tope;

Cambie la dirección de la fuerza de la unión de la placa gruesa para reducir la tensión en la dirección del espesor;

Para uniones bajo carga estática, bajo la condición de que se cumplan los requisitos de cálculo de resistencia de la unión, las soldaduras de ranura de penetración total se reemplazan por soldaduras de unión a tope y de filete con penetración parcial.

P8. ¿Método de inspección de calidad de soldadura?
Cuando la soldadura se inspecciona después de la soldadura, primero se debe realizar la inspección de apariencia, y se debe usar el ojo desnudo o una lupa para observar si hay algún defecto, como socavado, quemado, penetración incompleta, grieta, borde incorrecto , lecho, etc., y verifique si el tamaño de la soldadura cumple con Requerir.
Los defectos dentro de la soldadura se detectan comúnmente por ultrasonido. El principio es usar la energía ultrasónica para propagarse dentro del metal, y el principio de reflexión y refracción ocurrirá cuando se encuentre la interfaz de los dos medios para inspeccionar los defectos internos de la soldadura, y se puede juzgar de acuerdo con la forma de onda. Hay defectos y ubicaciones de defectos.
Dado que hay una superficie reflectante entre la sonda y la pieza de prueba, se debe aplicar acoplante a la superficie de la soldadura durante la inspección ultrasónica, y las ondas ultrasónicas no pueden determinar el tipo y el tamaño del defecto.
Las pruebas no destructivas también se utilizan a veces para la inspección radiográfica. Hay dos tipos de inspección por rayos X e inspección por rayos X. El principio es que cuando el rayo pasa a través de la soldadura inspeccionada, si hay un defecto, la atenuación del rayo que pasa a través del defecto es pequeña, por lo que la película fotosensible en la parte posterior de la soldadura es más fuerte y después de lavar la película , se mostrará en el defecto. Aparecen manchas o rayas negras.
El tiempo de irradiación de rayos X es corto, la velocidad es rápida, el equipo es complejo, el costo es alto, la capacidad de penetración es pequeña y el espesor de la soldadura a detectar es inferior a 30 mm. El equipo de inspección por rayos es liviano, fácil de operar y tiene una gran capacidad de penetración.
P9. ¿Cuál es la base para juzgar los resultados durante la inspección de muestreo?
Cuando la tasa no calificada del número de soldaduras en la inspección por muestreo sea inferior al 2 por ciento, el lote de aceptación es calificado;
Cuando la tasa no calificada del número de soldaduras en la inspección por muestreo sea superior al 5 por ciento, el lote de aceptación es no calificado;
Además de la situación del quinto párrafo de este artículo, cuando la tasa no calificada del número de soldaduras en la inspección de muestreo sea del 2 por ciento al 5 por ciento, la inspección de muestreo se duplicará, y una línea de extensión de la costura de soldadura en ambos deben agregarse los lados de la parte original no calificada. Cuando la tasa no calificada en la costura no es más del 3 por ciento, la aceptación del lote es calificada; cuando es superior al 3 por ciento, la aceptación del lote es incondicional;
Cuando falla la aceptación del lote, se inspeccionarán todas las soldaduras restantes del lote;
Si se encuentra un defecto de grieta en la inspección, se realizará una inspección de doble punto. Si no se encuentra ningún defecto de fisura en la soldadura de inspección de doble punto, se aceptará la aceptación del lote; Si califica, se inspeccionarán todas las soldaduras restantes en el lote.
Q10 ¿Qué situaciones necesitan pasar por la calificación del procedimiento de soldadura?
Además de las condiciones exentas de evaluación en el código nacional de soldadura de estructuras de acero, el acero, los materiales de soldadura, los métodos de soldadura, las formas de unión, las posiciones de soldadura, los sistemas de tratamiento térmico posterior a la soldadura, los parámetros del proceso de soldadura, las medidas de precalentamiento y postcalentamiento adoptadas por la unidad de construcción por primera vez De acuerdo con las condiciones de combinación de estos parámetros, la evaluación del procedimiento de soldadura se llevará a cabo antes de la fabricación e instalación de los componentes estructurales de acero.



